")
")

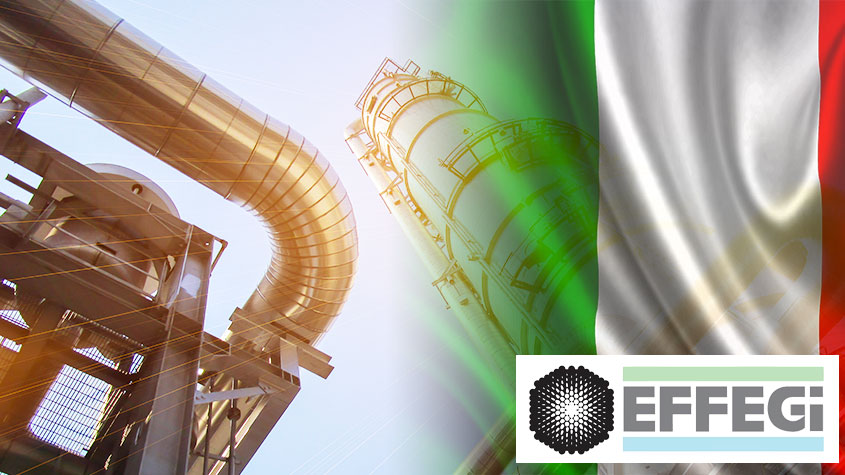
Objective of the work
Cold cutting of the following components at an oil refinery using hydro jet cold-cutters:
- Riser (inside reactor)
- Reactor overhead line
- Reactor dome
- Lines
- Regenerator overhead line
- Regenerator dome
- Silencer
- All hydro cutters to be of a suitable type to enable subsequent re-welding
- All work to be carried out during an important turnaround.
Operating procedure
Critical factors in the process were:
- cutting of considerably large objects, up to nearly 70m;
- cutting of steel and refractory composites of considerable thickness (steel up to 20mm, refractories up to 150mm), some of RESCO type and others containing hex mesh;
- cutting timescales to be rigorously observed owing to the restricted amount of time available and to the presence onsite of a large lifting crane.

This work required simultaneous use of 3 hydro cutters of 2,000 and 2,500 bar class. Two of these operated in two daily turns of 11 hours each (22 hours per day for each machine), with a third machine on standby as a precaution on account of the strict timescales and high working pressures involved.
The following preparatory work was done first: transportation, unloading and positioning of the UHP machines, preparation and fixing of the flexible UHP and hydraulic lines, connection of lines and safety systems (containment grips), assembly of slide tracks and the hydraulic side shifter for the nozzle holders in line with the first two cuts to be made.
Both linear and circumferential side shifters were used for the cuts, guided by flexible tracks or double chain systems..
In addition to the personal protective equipment normally required for hydrodynamic cutting and for the type of installation worked on (an oil refinery), all personnel were equipped with the requisite safety systems for the type of work done and with ATEX certified radios for real-time coordination and communication.
All hydro cutting was done in full compliance with safety requirements and within the agreed timescales (finishing ahead of schedule) and the quality of the work was to the complete satisfaction of the customer.